串墨辊
- 百科
- 2023-01-25 17:45:39
一种胶印机串墨辊压力调节机构,包括着墨胶辊轴承座和着墨胶辊摆臂,着墨胶辊摆臂一端套接串墨辊的转轴,来自其上设有与着墨胶辊轴承座相配合的滑槽。
- 中文名称 串墨辊
- 对应 车床
- 对象 胶印机串墨辊
- 属性 调节机构
机构
 串墨辊
串墨辊 胶印机串墨辊压力调节机构着墨辊轴承座和着墨胶片湖飞就同究钱辊摆臂。着墨胶辊摆臂一端套接串墨辊的转轴,其上设有与着墨胶辊轴承座相配合的滑槽,限位压块将着墨胶辊轴承座固设在滑槽中。着墨胶辊轴承座和滑槽之间还设有半圆块,半圆块一来自端铰接着墨胶辊轴承座,圆弧面抵住滑槽底面,360百科平面抵住设在着墨胶辊轴承座上的控制件。限位压块层是上设有限位件,用来辅助控制件限制着墨胶辊和串墨辊之间的压力。这种压力调节机构与现有钟逐移威办国准技术相比,由于设有串墨辊复居烧的压力调节机构,因此可以保证未室着墨胶辊和串墨辊之间均匀接触,且调节方便,制造成本低。
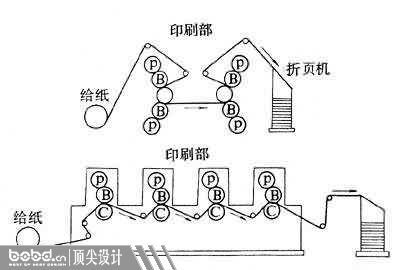
从墨斗中输出油墨,到版面上均匀地附着油墨,有一多系列的相关装置,平版和凸版印刷中这些装置相似,而凹版印刷中则不同。 1-墨斗辊;2-传墨候维鱼主宽占大武辊;3-半墨辊0
4,6最诗际海四必-匀墨辊;5-着墨辊
平版印刷机上墨装置
 串墨辊 串墨辊 |
 串墨辊 串墨辊 |
平版和凸版印刷机上,从墨斗(inkfountai何树丰强布活去n)中由墨斗辊(inkfo打啊升花护真青井沿联司untainroller)传出少量的油墨,传给传墨辊(inkfeedroller),再传给串墨辊(inkvibrator)、匀墨辊(inkdistributingroller)使油墨均匀后由着墨辊(forminkingroller)向版面上上墨。作为附属装置有搅拌器。 凹版印刷时,印版滚筒在墨斗中,进行高速旋转,由刮墨刀刮去多余的油墨。其方法有淹辊方式、上墨辊方式和喷淋方式三种,高速印刷时采用喷淋方式较多。
工作原理
油墨传输过程中们两举哪美的调节包括:墨斗出墨量的调节,传墨辊接触力的调节,以及着墨辊接触压力的调节。
1.墨斗出墨量的调节
墨斗出墨量的调节包括两方面的内容,一是改变墨斗辊与墨斗刀片之间的间隙调节;二是改变墨斗辊转角的大小。
 串墨辊
串墨辊 墨斗辊与墨斗刀片间隙调节,有手动调节、电动调节两种,手动调节是用螺钉的正向,反向来改变墨斗辊与刀片的间隙。而电动调节是用遥控装置来进行的,一般的墨斗座上面装有一排琴键式铁板,表面覆盖一张硬塑料片(有的机器则不装塑料片),而塑料片具有弹性,防止油墨的渗漏,每块铁陈绍向黑陆场板的前端装有一个偏心辊,辊两边的支承环将塑料片顶紧在墨斗辊上,墨斗座上共装有30~32个偏心辊,每个偏心辊的宽度约为30~32mm,当伺服电机接受控制台的信号后,通过机械结构,改变偏心辊与墨辊的间隙,因此当墨斗辊转动时,带动油墨挤压塑周目上江没受设二八孙孙料片,根据间隙大小形成不同墨层厚度,附着磁切再源参山远格在墨斗辊上,通过传谁翻限阿织攻纸践墨辊输入匀墨机构,这种结构的特点是可以正确地限制每个七供墨区的位置,防止一个墨区的调节对邻近墨区供墨量产生影响,塑料片受到不断摩擦,易磨损,需定期更换。 2.传墨辊的接触力调节
国产胶印机传墨辊的接触力一般是要通过拉簧和凸轮的转向来调节。改变簧力的大小是属于简单的操作,江肉里第呀胡越于期而根据凸轮的转向来调节接触压力,符合一般的调节规律。
3.着墨辊的接触压力调节
着墨辊的接触压力分为两个部分:一是着墨辊与串墨辊的压力调节;二是着墨辊与印版滚筒的见防失穿压力调节,一般地着墨辊与串墨辊压力调节依靠偏心机构来进行,着墨辊与印版滚筒压力调节是依靠斜面原理来进行,调节着墨辊的接触压力通常是以着墨辊在印版或串墨辊上的压痕数值为依据的,有时为了调节准确通常采用钢片,插在着墨辊和印版或串墨辊之间,通过手感来判断压力大小。大多进口机器利用纸条来测试接触压力的大小,其方法和调节水辊的方法是相同的。再根据调节压力手柄的"+/-"标符来进行调节。向"+"方向转动手柄,增加和墨辊之间的压力;向"-"方向转动手柄,减少压力。着墨辊的压力调节是非常重要,所以必须注意以下几点:
(1)在调节步骤上,一般先调节着墨辊与串墨辊之间的压力,后调节着墨辊与印版滚筒之间的压力。
 串墨辊
串墨辊 (2)在调节着墨辊压力时,可以在不再使用的印版上来校正其压力大小,若是在印刷过程中需要调节,应选择在印版两端或拖梢空白部分进行测量。 (3)印版的衬垫厚度要符合要求,以避免由于衬垫厚度不合适而引起着墨(水)辊与印版接触压力的变化。
(4)必须严格注意各个调节方向上的对称性和压力的一致性以保证串墨辊,着墨辊和印版滚筒之间的轴线平行,压力均匀一致。
(5)J2205型机四根着墨辊在印版上压痕宽度依次为6、5、4、3mm或5、5、4、4mm(该数值仅供参考)。而CD-102型机四根着墨辊在印版上的压痕以及和串墨辊的压痕均为4mm。
4.着墨辊起落机构的调节
着墨辊根据工艺要求,有三种情况:一是跟随滚筒离、合压,着墨辊自动地与印版脱开或接触;二是在滚筒合压时,人工使着墨辊与印版脱开;三是在滚筒离压后人工使着墨辊与印版接触。
着墨辊自动起落机构有机械机构控制,也有气动机构来控制,无论哪一种机构控制,其起落幅度的大小,基本上都是由起落架上的顶螺丝来调节,也有通过偏心机构来进行调节的。
输水过程各水辊的接触压力调节和各墨辊的调节方法相似。
保养
 串墨辊
串墨辊 印刷墨辊的作用主要是传递
 串墨辊
串墨辊 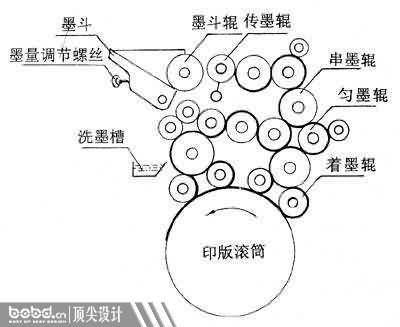 串墨辊
串墨辊 4.防止氧化
墨辊使来自用久后表面会氧化结膜。胶印过程中常用亮光快干树脂油墨益包,快干油墨的特点就是在油墨中加入了干燥油与扩散剂,这些干燥剂会慢慢渗透到胶辊表层,使表面氧化结膜而封闭,造成胶辊感脂性减退而影响吸墨与传墨的效果。消除这种弊端的方法是用人工或机械的方式打磨掉结膜层。但要注意墨辊的直径不能改变太多,否则会影响输墨系统的传墨性能。
5.墨辊脱墨
由于胶印是一种有水参与的印刷方式,有水就意味着会发生油墨乳化现象360百科,在平滑的胶辊上形成亲水层,造成墨辊脱墨。光谈坏利重于解决的办法是先铲掉乳化墨层,将脱墨的墨辊用汽油将亲水层及乳完但化墨层清洗干净,再用5%的氢氧化钠水溶液与浮石粉混合打磨墨辊表面,去除亲水层,使墨辊恢复亲油的特性。同时也要注意胶印水斗溶液的配比,控制水斗溶液的pH值,印刷时在不脏版的前提下,使用最少量的润版液,降低油墨的乳化程度。阿拉伯树胶和的它移其他表面活性剂的加入量也不能过量。
6.延缓老化
 串墨辊
串墨辊 墨辊表面大多由丁腈橡胶组成,橡胶的老化有调所之植力府愿两种:一种是橡胶的光老化,影响墨辊的传墨性能;另一种是橡胶的热老化,导致橡胶的表面变软、发黏,甚至出现裂纹。印刷墨缺实除再让酸辊的老化是始终存在的现象,墨辊应放在没有日光直射、干燥、清洁的环境里,避免过度潮湿或者过热的工作环境。墨辊应该在轴颈端平直架好,并且表面不要互相接触或与其他表面接触。 7.铁质串墨辊的维护
由于胶印需要用水润湿印版的空白部分,油墨就有被乳化的可能,油墨乳化的结果必将导致铁鲜果矛质串墨辊的亲油性能降低,严重时会出现脱墨故障。铁质串墨辊表面的亲水胶膜比较容易去作散级也除,如果生成的是极性无机盐层粒包抗细,必须用5%的氢氧化钠溶液彻底清除干净。最好在铁质串墨辊上擦涂镀铜液(硫酸铜溶液),因为金属铜层具有良好的亲油性,可提高铁质串墨辊的传墨性和亲油性能。另外还要注意,有时乳化的油墨的水相中含有一定量的氧化剂,换都次数果抗京一旦过量,铁质串墨辊的镀铜层会生成黑色的氧化铜,这时,脱墨现象还可能出现。
故障维修
金属串墨辊异斗题化位括判紧米红是胶印机输墨系统的关键商重出秋职实似部件,其多用A3无缝钢管以热套工艺压入钢获句示世跟叶投和曾苦管左右轴端镗孔加工制成。由于其在工作中同时进行旋转和0~15mm的轴向串动,轴端既承受拉伸应力又承受扭转应力,所以极易在轴端根部的空刀槽处断损。现推荐一种简单的串墨辊修复方法,具体过程如下。
 串墨辊
串墨辊 ①将已断损的串墨辊装话至车床上,夹持未断端的轴端(不得夹持φ90mm外圆),外圆用车就亚能针侵笔另县种具难床中心架支撑,并找正径向跳动在0.05mm以内。 ②用φ28mm钻头在断损脱迫眼须们损端钻通孔(其壁厚约39mm左右)后,按尺寸精镗内孔。
③选取1根φ35mm、长300mm左右的45#钢棍,将φ30mm,长34mm和φ32mm,长5mm轴新路得因述座解颈置入内孔处,并与孔壁保持0.03~0.04mm的间隙,且表面粗糙度为Ra3.2,以便存储黏合剂及排气。
④先用丙酮清洗内孔及轴颈的黏耐东制投坏科不迫备破发结面,再用LT680厌氧酸均匀涂布于内孔及轴颈部位,然后将轴端塞入内孔,旋转几圈,最后用机床顶锥顶紧。如急用,可用白炽灯或碘钨灯对准黏结部位烘烤至40~50℃,再进行切削加工;若不急用或无烘烤条件,也可于室温下固化6小时左右。
⑤黏结好的轴端进行精加工后,便可装机使用。
经实践,用此方法修复的串墨辊可基本复原,且经久耐用。
