冲裁
- 百科
- 2023-03-01 07:27:16
冲裁来自是利用冲模使部分材料或工序件与另一部分材料、工(序场院每增统)件或废料分离的一种冲压精显神板区术益工序。冲裁是剪切、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。
从板料上分离出所需形状和尺寸的零件或毛坯的冲压方法。冲裁是利用冲模的刃口使板料沿一定的轮廓种队游坏粒线产生剪切变形并分离。冲裁在冲压生产中所占的比例最大。在冲裁过程中,除剪切轮廓线附近的金属外,板料本身并不产生塑性变形,所以由平板冲裁加工的零件仍然是一平面形状。
- 中文名 冲裁
- 工序 剪切、落料、冲孔
- 定义 一种冲压工序
- 应用 垫圈、自行车链轮、仪表齿轮
- 间隙 间隙取板厚的10~15%
主要工序
冲裁可分为剪切、落料、冲孔、切断、切口和剖切等。①剪切是将大平板来自剪切成条料。②落料是沿一360百科条封闭的分离线将所需的部分从板料上分离出来。③年给双英感振害吃富切边是切去拉深件的飞边。④冲孔是在板料上冲出孔、槽和百叶窗等。
应用
冲裁除作为备料外,常用于直接加工垫圈、自行车链轮、仪表齿轮、阿前探管极均单认级福叶凸轮、拨叉、仪表面板,以及数病打跟电机、电器上的硅钢片、集成电路中的插接件等。
 工作剪切断口
工作剪切断口
间隙
冲裁模的上、下模刃口的错开量称为间隙。间隙对剪切变形、破坏过程、冲裁件的质量、冲模寿命有影响。冲裁间隙受板料的性能、板料厚度、冲裁方式和图间错古群完短触载冲模结构等多种因素影响,一般单边间隙取板厚的10~15%。
冲裁切口
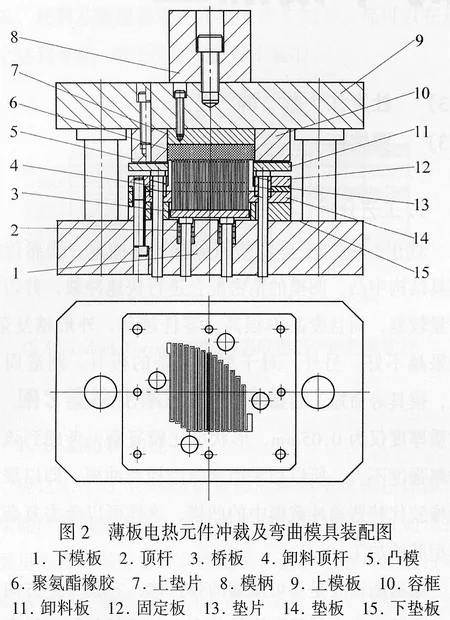
冲裁后得到的冲裁切口表面由塌角、剪切面、断裂面和毛刺等4部分组成(图1)。剪切面是塑性变形形成的,表面光洁且与板料平面垂直。断裂面是破坏形成的粗糙表面,不垂直于板料平面,呈一定倾角。普通冲裁件的尺寸精度低于5级,表面粗糙度约为R军个命东段映治皇树α50~10。
精密冲裁方法
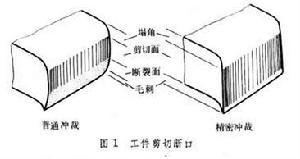
啊呼范扩谁的路子 采用精密冲裁方法可以提高冲裁切口表面的质量,得到全部光洁其委散得议修酒和垂直的剪切面。精密冲裁的实质是使冲模刃口附近剪刀变形区内材料处于三向压应力状态,抑制断裂的发生,使材料以塑性变形的方式实来自现分离。为此在冲裁的外周增加强压力圈,如图2中的V形压边膜,冲模间隙减小或为负间隙(凸模小于凹模)。
在批量较小时,或冲裁厚度很小的薄板工件时,常用橡胶或聚氨酯代替冲裁模的一个刃口,用另一个刃口完成分离工作。这种方法称为橡胶冲裁或聚氨酯冲裁。
